Optimierungsparameter Nesting
Das Verhalten der Optimierung kann durch Parametersätze beeinflusst werden. Den Parametersatz wählen Sie einfach beim Anlegen eines Jobs aus.
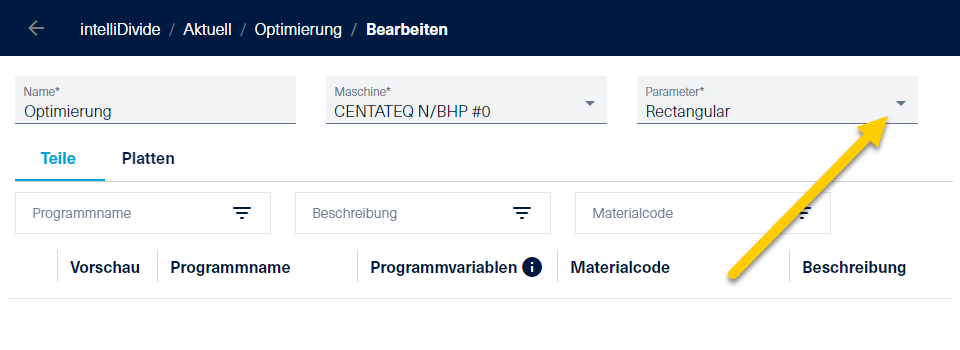
Nesting - Auswahl Optimierungsparameter
Standardmäßig sind jeweils ein Rectangular- und ein Freeform-Parametersatz hinterlegt, die Sie durch Klicken auf das Stiftsymbol auch bearbeiten können. Außerdem lassen sich an dieser Stelle auch neue Parametersätze anlegen.
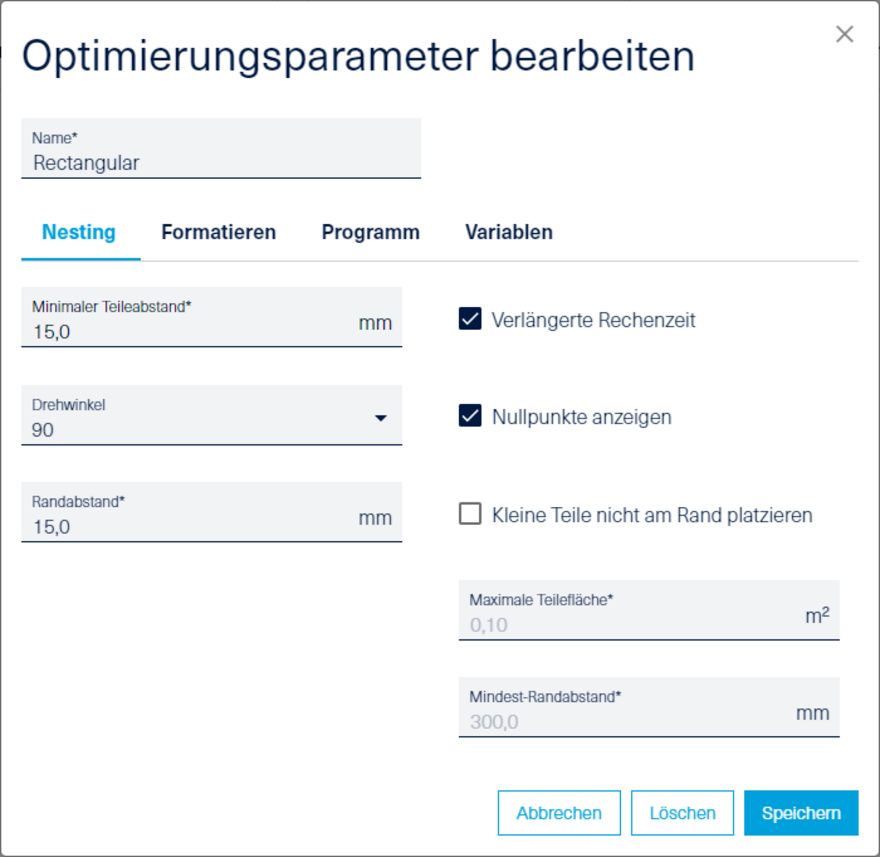
Optimierungsparameter - Nesting
Unter dem Reiter Nesting können Sie die Voreinstellungen Minimaler Teileabstand und Randabstand ändern.
Um die Qualität und die Anzahl der Nestinglösungen zu verbessern, kann in den Optimierungsparametern die Option Verlängerte Rechenzeit aktiviert werden. Einige Kunden möchten gleichartige Nestingpläne erhalten, um die Frässpuren auf der Schonplatte auf dem Maschinentisch zu reduzieren. Dieses Ergebnis kann durch die verlängerte Rechenzeit erreicht werden.
intelliDivide Zuschnitt- und Nestinglösungen, die mit der Option Verlängerte Rechenzeit berechnet wurden, werden in der Ergebnisübersicht auf der linken Seite hervorgehoben.
Bemerkung: Nur verfügbar für intelliDivide Nesting Advanced und intelliDivide Cutting Premium.
Der Drehwinkel lässt sich zwischen 0 Grad, 90 Grad und Frei variieren. Sollten Sie ausschließlich rechtwinklige Stücke herstellen wollen, empfiehlt es sich, den Drehwinkel bei 90 Grad zu belassen.
Nullpunkte anzeigen bewirkt, dass im Nestingplan bei jedem Werkstück das Werkstück-Koordinatensystem am Nullpunkt angezeigt wird. Sie erkennen damit sofort, wie das Werkstück im Plan gedreht wurde.
Die Rohplatte wird beim Nesting-Verfahren in der Regel über Vakuum auf einer sogenannten Schonplatte (meist MDF) gespannt. In diese Platte kann hineingefräst werden. Sie wird nach einer bestimmten Zyklenzahl überfräst und ist somit wieder plan. Am Rand der Schonplatte ist das Vakuum am geringsten, da hier durch die offenen Kanten Fremdluft angesaugt wird. Mit der Einstellung Kleine Teile nicht am Rand platzieren kann man diesen Effekt umgehen und die Teile ab einer bestimmten Größe vom Rand in Richtung Plattenmitte verschieben. Hierfür ist eine Festlegung der Maximalen Teilefläche und des Mindest-Randabstands notwendig.
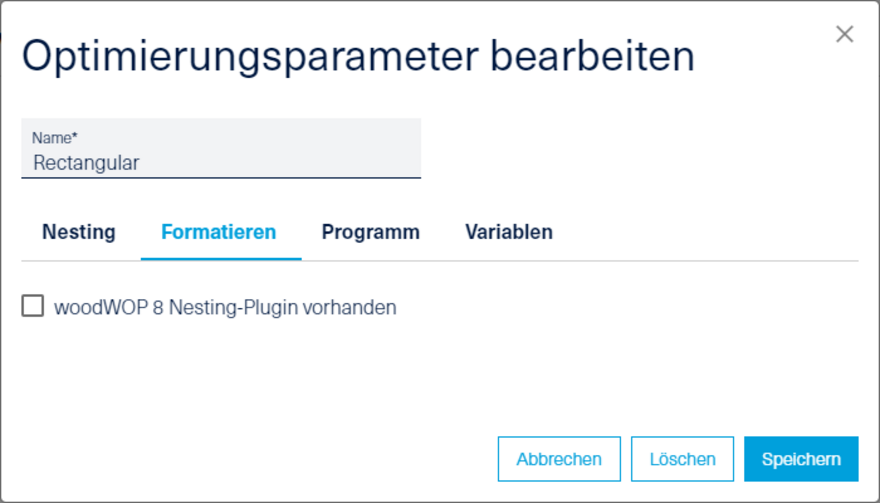
Optimierungsparameter - Formatieren deaktiviert
Über den Reiter Formatieren können Nesting-Zusatzfunktionen verwendet werden. Beim Berechnen der Nestingpläne wird ein neues, zusätzliches woodWOP Makro in den Nestingplan generiert - das Makro "Formatieren".
HINWEIS: Diese Funktionen stehen nur in Verbindung mit woodWOP 8 und dem woodWOP Nesting Plugin zur Verfügung.
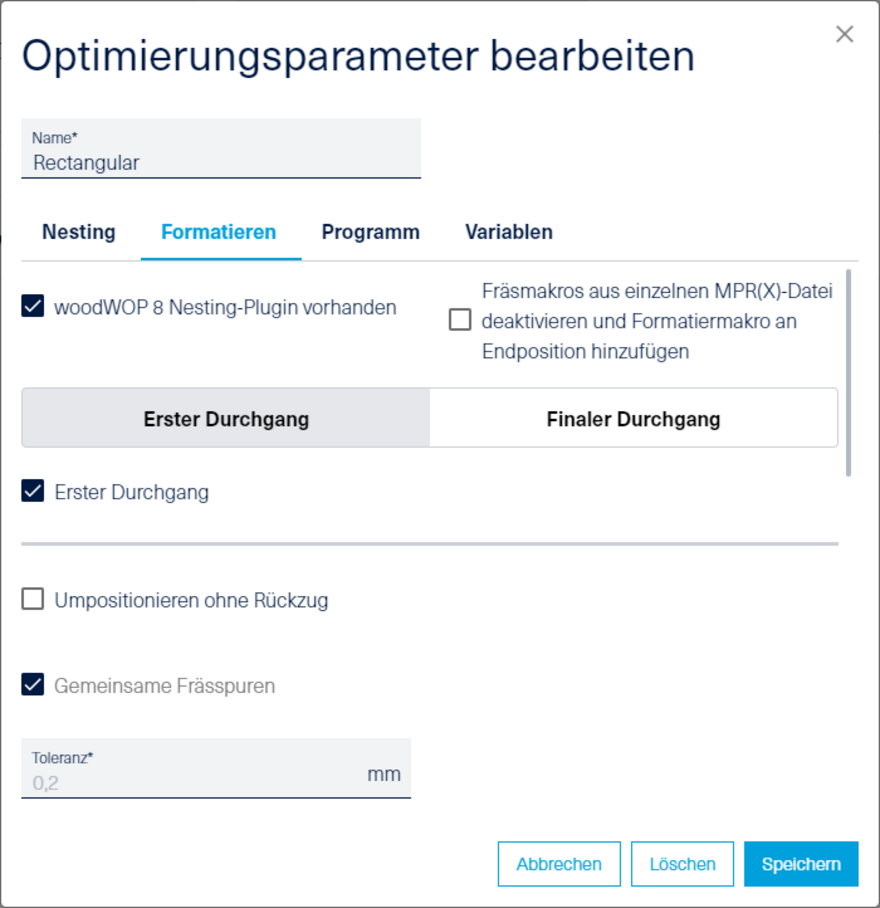
Optimierungsparameter - Formatieren aktiviert
Folgende Bearbeitungsstrategien können durch Formatieren erzielt werden:
- Umpositionieren ohne Rückzug (stay down)
- Gemeinsame Frässpuren nutzen (common line)
- Stege stehen lassen (include tabs) / HINWEIS: verfügbar ab woodWOP 8.1.225
- Stufenweise Fräsen (onion skinning)
Über die Aktivierung "Erster Durchgang" und "Finaler Durchgang" können bis zu zwei aufeinanderfolgende Formatieren-Makros hinzugefügt werden. Dabei werden alle in den Einzel-MPR-Dateien vorhandenen Nestingkonturen für die Fräsbahnberechnung verwendet.
Normalerweise beinhalten die einzelnen MPR-Dateien bereits Fräsmakros zum Formatieren. Sollen diese ignoriert werden und nur das neue, hinzugefügte Formatieren Makro genutzt werden, muss die Checkbox "Fräsmakros aus einzelnen MPR(X)-Dateien deaktivieren und Formatiermakro an Endposition hinzufügen" angewählt werden.
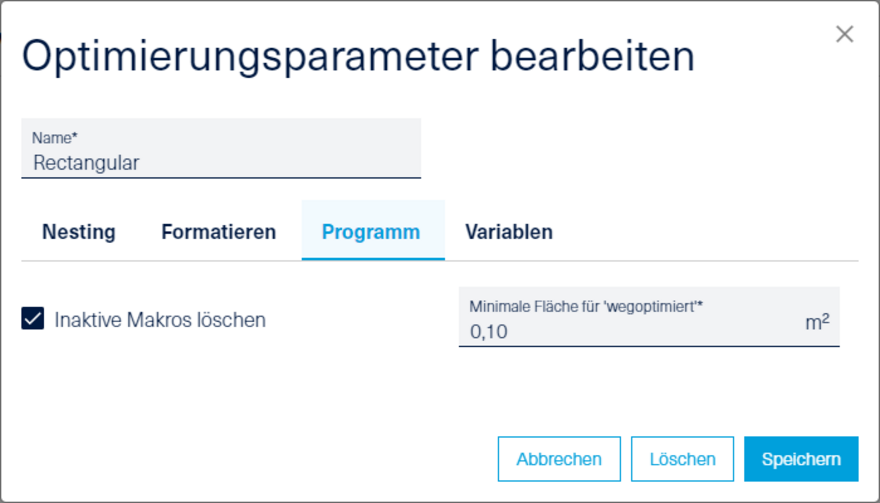
Optimierungsparameter - Programm
Inaktive Makros löschen bewirkt, dass woodWOP-Makros, die durch Bedingungen im Nesting-Ergebnis ungültig sind, entfernt werden. Dadurch wird das neu erzeugte Nest mit den woodWOP-Bearbeitungen übersichtlicher. Nur das, was tatsächlich bearbeitet werden muss, wird im woodWOP-Ergebnis dargestellt.
Eine wichtige Einflussgröße auf die sichere Aufspannung eines Werkstücks beim Nesten ist dessen Fläche. Je kleiner die Werkstücke, desto eher neigen sie dazu auf der Schonplatte zu verrutschen.
Da zu Beginn der Bearbeitung des Nests das Vakuum am größten ist, sollten kleine Werkstücke zuerst bearbeitet werden. Mit dem Parameter Minimale Fläche für wegoptimiert werden die Werkstücke in der Reihenfolge von klein bis groß abgearbeitet bis dieser Grenzwert erreicht ist.
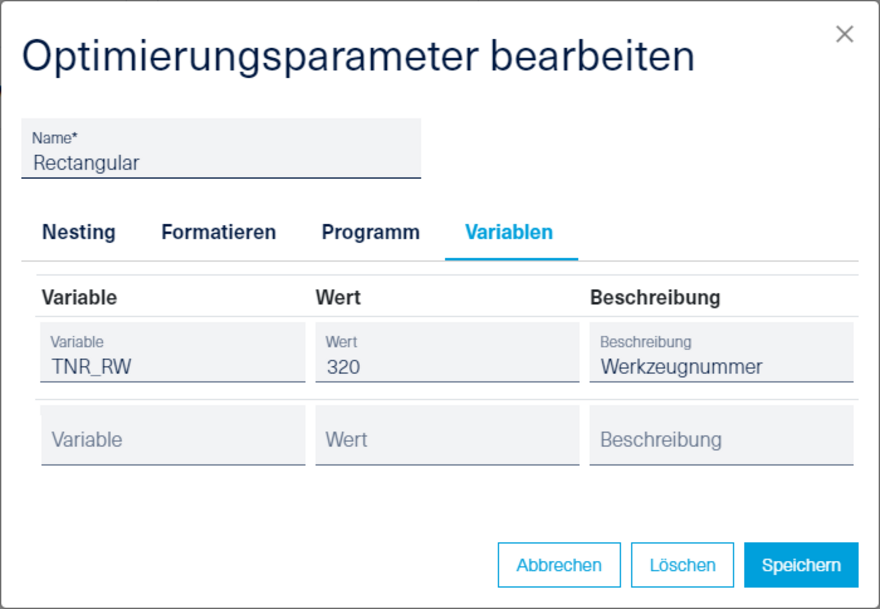
Optimierungsparameter - Variablen
Im Bereich Variablen können Variablennamen und -werte eingetragen werden, die in den zu nestenden Werkstücken verwendet werden. Damit können Sie bei der Optimierung z.B. festlegen, mit welchen aktuellen Werkzeugnummern das Nest erstellt werden soll. Wenn z.B. eine bestimmte Werkzeugnummer gerade auf der Maschine nicht verfügbar ist kann man auf diese Weise alle Werkzeugnummern aus den einzelnen MPR-Dateien überschreiben. Alle Variablen, die hier eingetragen sind, werden nicht automatisch durchnummeriert.